T1 湯流性確認試験および製品試作

金型温度 約95℃ 注湯温度 約1010℃
湯流性は良い
ガス抜き用上り部分まで十分に溶湯が回っている。
製品部分に供給される溶湯の流速が早い方案・遅い方案ともにほぼ同様の湯回りであった。
最終凝固部となる中子に挟まれた部位に引けが原因と思われる欠陥が発生した試作品があった。
ただしゲートの厚みや位置といった方案で解決可能な範囲と判断した。
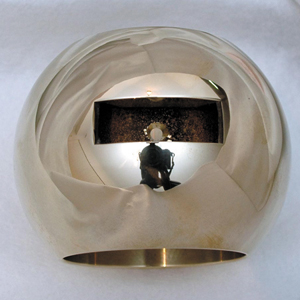
T2 テーターモールド試験
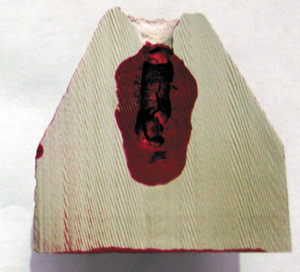
結果:良 金型鋳造対応可能
内引けの内面はデコボコした表面の深い引けが発生している。その引けにはクラックが確認できる。
内引け部分のカラーチェックでは広い範囲で赤く染まっており組織が荒い傾向が見受けられた。
引け性等の材料の鋳造性を十分考慮した方案が必要。
溶湯温度が適切でない可能性がある。金型鋳造に適する温度域を見つける必要がある。
適切な溶解技術の確認が必要な可能性がある。(溶湯の作り方が不適切であった可能性がある)
T3 機械的性質の確認
抗張力 451N/mm2 伸び率 37%
評価:一般黄銅材・青銅材の基準を大きく上回っている。
T4 溶湯成分の分析と確認
| Cu | Sn | Pb | Zn | Bi | Fe | Ni | Si | Cd | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 1. | 規格値 | 73.0-77.0 | 0.3Max | 0.2Max | 18.0-23.0 | 0.5-1.0 | 0.1Max | 0.2Max | 2.8-3.2 | |
| 2. | 購入材料 | 74.76 | 0.07 | 0.05 | 21.31 | 0.71 | 0.03 | 0.01 | 3.03 | 8ppm |
| 3. | 溶解前 | 75.2 | 0.03 | 0.007 | 20.86 | 0.81 | 0.02 | 0.005 | 3.03 | 8ppm |
| 4. | 試作時 | 75.6 | 0.03 | 0.008 | 20.41 | 0.789 | 0.02 | 0.005 | 3.13 | 7ppm |
比較的溶湯管理は容易
Znの減耗に注意が必要であるが極端な減耗は見受けられない
T5 加工性の確認

一般黄銅と比較し硬く靭性がある。
切粉は細かくなるものの一般の黄銅に比較すると大きい。
加工性は条件を変更すれば問題ない範囲。
T6 試作品の耐圧性能評価
結果
本試作品は完全ではないがほぼ良好な結果が得られた。金型方案や鋳込み条件による耐圧性能への影響度は大きい。
予備試作
予備試作品の全数で漏れを確認した。中子砂で挟まれ最終凝固部分と思われる箇所で漏れが発生。金型と直接接する部分での漏れはなし。
本試作
肉厚の設定や金型方案による溶湯の流し方で改善可能。方案と製品の肉厚を変更した本試作品ではほぼ良好な結果となった。
結果・評価

鋳造性は良い。
金型鋳造用材料としても利用可能。
低圧金型鋳造による量産化は可能だが適切な注湯温度や金型温度等の鋳造条件を継続的に調査する必要がある。小物の鋳造製品であれば現状でも容易に量産化可能。これまでの一般的な鉛入り黄銅(真鍮)材料とは方案の特徴を変える必要性がある。
適切な金型方案と適切な鋳造条件の把握ができれば、機械的性質が一般の黄銅より高い値を得られることから鋳造製品の薄肉化による軽量化も期待可能。